
Page 215 - Demo
P. 215
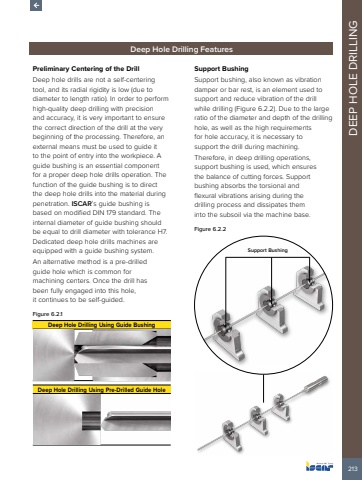
213DEEP HOLE DRILLINGDeep Hole Drilling FeaturesPreliminary Centering of the DrillDeep hole drills are not a self-centering tool, and its radial rigidity is low (due to diameter to length ratio). In order to perform high-quality deep drilling with precision and accuracy, it is very important to ensure the correct direction of the drill at the very beginning of the processing. Therefore, an external means must be used to guide it to the point of entry into the workpiece. A guide bushing is an essential component for a proper deep hole drills operation. The function of the guide bushing is to direct the deep hole drills into the material during penetration. ISCAR%u2019s guide bushing is based on modified DIN 179 standard. The internal diameter of guide bushing should be equal to drill diameter with tolerance H7. Dedicated deep hole drills machines are equipped with a guide bushing system.An alternative method is a pre-drilled guide hole which is common for machining centers. Once the drill has been fully engaged into this hole, it continues to be self-guided.Figure 6.2.1Deep Hole Drilling Using Guide BushingDeep Hole Drilling Using Pre-Drilled Guide HoleSupport BushingSupport bushing, also known as vibration damper or bar rest, is an element used to support and reduce vibration of the drill while drilling (Figure 6.2.2). Due to the large ratio of the diameter and depth of the drilling hole, as well as the high requirements for hole accuracy, it is necessary to support the drill during machining.Therefore, in deep drilling operations, support bushing is used, which ensures the balance of cutting forces. Support bushing absorbs the torsional and flexural vibrations arising during the drilling process and dissipates them into the subsoil via the machine base.Figure 6.2.2Support Bushing
