
Page 17 - ISCAR_Fraisage_Grande_Avance_2019_fr
P. 17
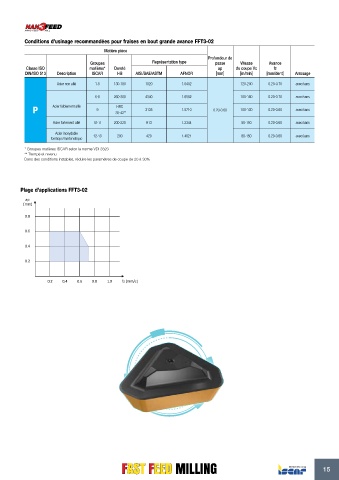
Conditions d’usinage recommandées pour fraises en bout grande avance FFT3-02
Matière pièce
Représentation type Profondeur de
Groupes passe Vitesse Avance
Classe ISO matières* Dureté ap de coupe Vc fz
DIN/ISO 513 Description HB AISI/SAE/ASTM AFNOR [mm] [m/min] Arrosage
ISCAR [mm/dent] avec/sans
0.20-0.70 avec/sans
Acier non allié 1-5 130-180 1020 1.0402 120-200 avec/sans
avec/sans
6-8 260-300 4340 1.6582 100-180 0.20-0.70 avec/sans
3135 1.5710 100-130 0.20-0.60
P Acier faiblement allié 9 HRC H13 1.2344 0.20-0.60 80-150 0.20-0.60
35-42** 1.4021 80-150 0.20-0.60
Acier fortement allié 10-11 200-220
Acier inoxydable 12-13 200 420
ferritique/martensitique
* Groupes matières ISCAR selon la norme VDI 3323
** Trempé et revenu
Dans des conditions instables, réduire les paramètres de coupe de 20 à 30%
Plage d’applications FFT3-02
ap
(mm)
0.8
0.6
0.4
0.2
0.2 0.4 0.6 0.8 1.0 fz (mm/z)
FAST FEED MILLING 15